
სამუშაო პრინციპი ბოჭკოვანი ლაზერული ჭრის მანქანა
ბოჭკოვანი ლაზერული ჭრის მანქანა აღჭურვილია მსოფლიოს წამყვანი ბოჭკოვანი ლაზერული წყაროსგან, რომელიც წარმოქმნის ძლიერ ლაზერს, რომელიც ფოკუსირებულია ობიექტებზე და იწვევს მყისიერ დნობას და აორთქლებას. ავტომატური ჭრა კონტროლდება ციფრული მართვის სისტემის საშუალებით. ეს მაღალტექნოლოგიური მანქანა აერთიანებს ბოჭკოვანი ლაზერული ტექნოლოგიების, ციფრული კონტროლისა და ზუსტი დანადგარების ტექნოლოგიას.
ბოჭკოვანი ლაზერული აპარატი განლაგება:
ეს მოდელი მოიცავს კომპანიის უახლესი წარმოების კონცეფციას. ინტეგრირდება მსუბუქი, აპარატის, ელექტროენერგიისა და სენსორის კონტროლის ტექნოლოგიის ერთ ინდუსტრიულ პროგრამაში. ძირითადად, ეს არის ოპტიკური სისტემა (ლაზერის გენერატორი), კონტროლის სისტემა (CNC სისტემა), საავტომობილო სისტემა. (მასპინძელი), წყლის გაგრილების სისტემა (წყლის ჩილერი), გარემოს დაცვის სისტემა (გამონაბოლქვი), საჰაერო სისტემის მოჭრა (სუფთა გაზი) შემადგენლობა.
GH3015 ლაზერული ჭრის მანქანა აღჭურვილია იმპორტირებული pinion და rack გადამცემი სისტემით. მაღალი სიზუსტით გიდის სარკინიგზო განყოფილება; სრულად ციფრული სასრული ელემენტების სიმულაციის ანალიზის სტრუქტურული დიზაინის შემდეგ; პროფესიონალური აღჭურვილობის დამზადებისა და სიზუსტის ტესტირების შემდეგ, ძირითადი კომპონენტების ტესტირება შესაძლებელია პროფესიონალური ინსტალაციით და ოპტიკური ინსტრუმენტების გამოვლენით. გადამცემი სისტემის მაღალი სიმტკიცე და მაღალი სიზუსტე, მოძრავი ნაწილები და სახელმძღვანელო გარანტირებულია სისტემა. შესაბამისად, მიიღება მაღალი დინამიური რეაგირების მახასიათებლები და მიიღწევა მაღალი სიზუსტის დამუშავების შესაძლებლობა. X და Y ღერძი ურთიერთქმედების სიჩქარე აღწევს 80 მ / წთ, რაც უზრუნველყოფს დამუშავების ეფექტურობას.
| მოდელი | GF-3015 A80 |
| დამუშავების ზომა | 1500x3000 მმ |
| მაქსიმალური ჭრის სიჩქარე | 80 მ / წთ |
| მაქს Acelerated | 1.2 გ |
| X / Y პოზიციონირების სიზუსტე | ± 0.03 მმ |
| X / Y ხელახლა დაასახელა პოზიციონირების სიზუსტე | ± 0.02 მმ |
| Ენერგიის წყარო | 380V 50HZ |
| ლაზერული ენერგია | 500-2000w |
| მანქანა მთლიანი ძალა | <40kva |
| მთლიანი მანქანა წონა | 5500 კგ |
| მანქანა ზომები | 4500 * 3000 * 1700 მმ |
| გადაცემა | ზუსტი pinion და თაროს, ორმაგი წამყვანი გადამცემი |
პროდუქტები ბუმბულით
აპარატის ძირითადი ნაწილია ლაზერული საჭრელის საავტომობილო შესრულების ნაწილი, რომელიც განსაზღვრავს აპარატის პოზიციისა და სიჩქარის სისწორეს, კერძოდ, ლაზერული ჭრის აპარატის სიჩქარეს. როგორც ადგილობრივი, ლაზერული საჭრელი დანადგარის მწარმოებელი, მთავარი სხეული ყველაზე ძირითადი ნაწილია.
აპარატის ძირითადი ნაწილი მოიცავს საწოლს, სხივს, Z ღერძს, სამუშაო მაგიდას და წყლის, გაზისა და ნავთობის სისტემას. ციფრული კონტროლის სისტემის X, Y და Z ღერძების სერვოძრავების კონტროლით, ხორციელდება სიზუსტის, სტაბილურობისა და მაღალი სიჩქარის საპასუხო მოძრაობა. სიზუსტის გადაადგილების ნაწილი დალუქულია სრულად ჩასმული მტვრისგან დამცავი მოწყობილობით, სამუშაო გარემოს უზრუნველსაყოფად, რითაც უზრუნველყოფილია ბოჭკოვანი ლაზერული ჭრის აპარატის ძირითადი სხეულის ნაწილის სამსახურის სიცოცხლის ხანგრძლივობა.
ძირითადი სხეულის ნაწილი X და Y ღერძები იღებს ორიგინალ იმპორტირებულ გადაცემათა კოლოფსა და თაროს მძღოლს და მაღალი სიზუსტის ხაზოვანი სახელმძღვანელო სარკინიგზო. მოძრავ ნაწილებში ჩვენ დავაყენეთ ფოტოელექტრული სენსორისა და მექანიკური ინსულტის შეცვლის ცნობილი ბრენდი. ამავდროულად, ჩვენი აპარატი შექმნილია მაღალი სიმტკიცის ელასტიური დამცავი მოწყობილობით, რაც უზრუნველყოფს პერსონალის და მანქანების უსაფრთხოებას.
Ø Lathe საწოლის ნაწილი
საწოლმა მიიღო თაფლობის სტრუქტურა, შემდეგ კი შედუღება. მას შემდეგ, რაც სტრესი ხდება ანონის მკურნალობა, შემდეგი ნაბიჯი არის უხეში დამუშავება; შემდეგ კი ვიბრაციის დაბერების პროცესის მკურნალობა, და ბოლოს, ნახევრად დასრულების და დამუშავების დამუშავების ტექნოლოგია. მთლიანი გადამუშავებისა და წარმოების პროცესი სრულად წყვეტს შედუღებით და დამუშავებით გამოწვეულ სტრესს, რომელიც გამოწვეულია შედუღებით და დამუშავებით. საწოლის გაკეთება; შესაბამისად, მანქანაში სიზუსტე და სტაბილურობა უზრუნველყოფს მომავალში.
Am სხივის ნაწილი:
ჩამოსხმის სხივები ასევე იღებს საავიაციო ალუმინის მასალას და იგივე წარმოების ტექნოლოგიას და დამუშავების მოწყობილობას, როგორც lathe საწოლი, რათა გააცნობიეროს იგივე ცვლილების ტენდენცია, როდესაც მანქანა პროცესში სხვადასხვა გარემოში, და მიაღწია მაღალ სტაბილურობას და სიზუსტით.
Ø Z ღერძის ნაწილი:
Z- ღერძის მოცურების სავარძელს ასევე უერთდება საავიაციო ჩამოსხმა ალუმინი, ხოლო გადამცემი ნაწილი ამოძრავებს სერვოძრავით და მაღალი სიზუსტით ხრახნითა და ბურთით, რათა გააცნობიეროს საჭრელი თავის ზედა და ქვედა საპასუხო მოძრაობა. ზედა და ქვედა ბოლოები აღჭურვილია ფოტოელექტრული სენსორის გადართვით და ელასტიური ბალიშით მოძრაობის უსაფრთხოების უზრუნველსაყოფად.
Z ღერძი საპასუხო მოძრაობისთვის არსებობს ორი სახის საკონტროლო რეჟიმი: ერთი არის NC ინტერპოლაციური მოძრაობის ლილვი მარტო, მეორე კი ის, რომ capacitive სენსორი აფიქსირებს საჭრელოვან ჭრილობას ფირფიტის ზედაპირის დისტანციაზე, შემდეგ კი უკუკავშირის სიგნალებს სერვო კონტროლის მართვის სისტემაზე. კონტროლის ორი რეჟიმი ავსებს ერთმანეთს; ამრიგად, გარანტირებულია ლაზერული ჭრის მაღალი სიზუსტე, ჭრის ხარისხის სტაბილურობა და ჭრის განყოფილების ხარისხი.
Ø წყალი, გაზი და ნავთობის ნაწილი:
წყლის ნაწილი არის ბოჭკოვანი ლაზერის გაგრილებისთვის, პროფესიონალური ბოჭკოვანი ლაზერის ჩილერი იქნება ენერგიის დაბალი მოხმარება და გრძელი სიცოცხლე.
ბოჭკოვანი ლაზერული ჭრის აპარატის გაზის ჩართვა დაყოფილია ორ აპლიკაციად: დამხმარე საჰაერო წრე, მაგალითად შეკუმშული ჰაერი, რომელიც გამოიყენება ცილინდრის გასაგრილებლად.მეორეა ჭრისთვის.
საჭრელი გაზი იყოფა სამ ტიპად: აზოტი, ჟანგბადი და ჰაერი, ხოლო სამი აირები თავისუფლად აირჩევიან სოლენოიდის სარქველს გადასასვლელად. აზოტი ძირითადად გამოიყენება უჟანგავი ფოლადის და ალუმინის ფირფიტების მოჭრისთვის .ოქსიგენი ძირითადად გამოიყენება ნახშირბადის ფოლადის ფირფიტის დასატანად. .მას შეუძლია შეამციროს ყველა მეტალი და მნიშვნელოვნად შეამციროს აღჭურვილობის გამოყენების ღირებულება.
ნავთობის სისტემა იღებს ავტომატურ შეზეთვას. თითოეულ გადამცემ წერტილს ხელით შეზეთვა არ ჭირდება, საჭიროა მხოლოდ ზეთის საწვავის ტუმბოს დამატება განსაზღვრულ დროში.
მსგავსი პროდუქტები
 ლაზერული მილის ლითონის ჭრის მანქანა იყიდება
ლაზერული მილის ლითონის ჭრის მანქანა იყიდება წყლით ჭრის მანქანა
წყლით ჭრის მანქანა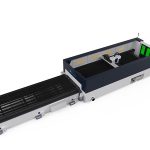 საუკეთესო ფასი მეტალის ფოლადის ბოჭკოვანი ლაზერული ლითონის საჭრელი
საუკეთესო ფასი მეტალის ფოლადის ბოჭკოვანი ლაზერული ლითონის საჭრელი 1000w cnc მილის მილის გასაყიდი ლითონის ჭრის მანქანა
1000w cnc მილის მილის გასაყიდი ლითონის ჭრის მანქანა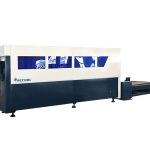 cnc ბოჭკოვანი ლაზერის განაცხადის ლითონის მილის და მილის cnc ბოჭკოვანი ლაზერული ჭრის მანქანის ფასი
cnc ბოჭკოვანი ლაზერის განაცხადის ლითონის მილის და მილის cnc ბოჭკოვანი ლაზერული ჭრის მანქანის ფასი პროფესიონალი მწარმოებლის მილის და ფურცლის cnc პლაზმური ჭრის მანქანა / საჭრელი მაგიდა
პროფესიონალი მწარმოებლის მილის და ფურცლის cnc პლაზმური ჭრის მანქანა / საჭრელი მაგიდა ცხელი გაყიდვის ლითონის საჭრელი დანადგარის ფასი
ცხელი გაყიდვის ლითონის საჭრელი დანადგარის ფასი cnc ბოჭკოვანი ლაზერული ჭრის მანქანა 500w 700w 1000w 2000w 3000w რბილი / უჟანგავი / ნახშირბადოვანი ფოლადი
cnc ბოჭკოვანი ლაზერული ჭრის მანქანა 500w 700w 1000w 2000w 3000w რბილი / უჟანგავი / ნახშირბადოვანი ფოლადი cnc რბილი ფოლადის ფურცლის ბოჭკოვანი ლაზერული ფოლადის ფირფიტა ჭრის მანქანა
cnc რბილი ფოლადის ფურცლის ბოჭკოვანი ლაზერული ფოლადის ფირფიტა ჭრის მანქანა ფოლადის მილის საჭრელი მანქანა მალაიზია საუკეთესო ფასი
ფოლადის მილის საჭრელი მანქანა მალაიზია საუკეთესო ფასი