1, მანქანის ძირითადი მახასიათებლები
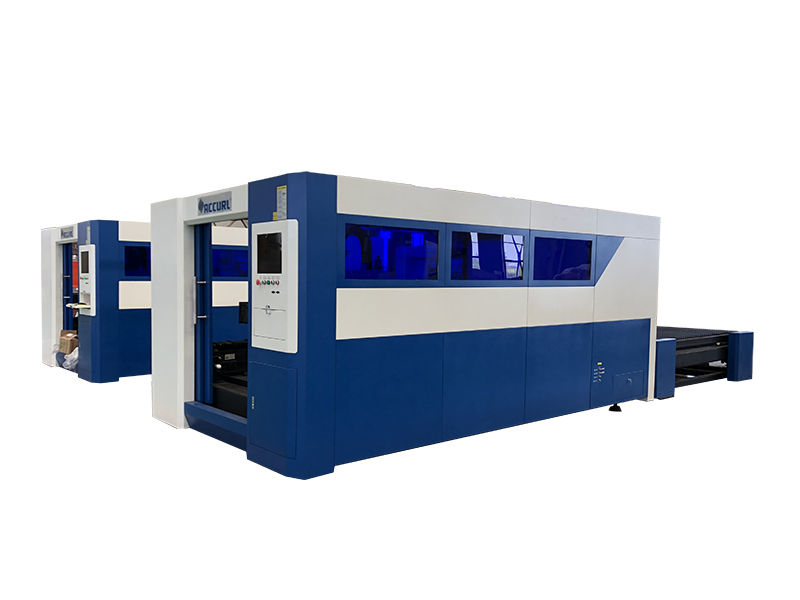
მანქანა შედგება მანქანა მასპინძლის, კომპიუტერის კონტროლის სისტემების, ბოჭკოვანი ლაზერული ჭრის ხელმძღვანელის, ჩილერების, დამხმარე წესიერების კომპონენტებისგან.
ავტომატიზაციის სტრუქტურა, იაპონური YASKAWA სერვოძრავის გამოყენებით, უშვებს თაროს და პინიონის საკვებს, მაღალი სიზუსტით და სწრაფ სიჩქარით, ორმაგი წამყვანი ხელსაწყოებით და საკიდების გადაცემას ტრადიციული ბურთის ხრახნიანი გადაცემის ნაცვლად, რაც მანქანას ცარიელ მოძრაობის სიჩქარეს 40-50 მეტრიანად / წთ-ს უშვებს.
საწოლის გასასვლელი, აპარატურით შედუღებული სტრუქტურა, დაბერების საწინააღმდეგო დამუშავება, გახეხვის, დამთავრების შემდეგ, შეიძლება მთლიანად აღმოფხვრას სტრესი შედუღება და დამუშავება, ხისტი, მაღალი სიზუსტით, შეიძლება შენარჩუნდეს გრძელვადიანი გამოყენება არა დეფორმირებული (მინიმუმ 20 წლის განმავლობაში).
X, Y ღერძები იმპორტირებულია იაპონიაში YASKAWA მაღალი სიზუსტის სერვოძრავებით, სიჩქარით, მაღალი ბრუნვით და მაღალი ინერციით, სტაბილური და გამძლეა. უზრუნველყოს აპარატის დიდი სიჩქარე, მაღალი სიზუსტე და აჩქარება.
სპეციალური ჭრის პროგრამული უზრუნველყოფა, ლაზერული ჭრის კონტროლის რიგი მოდულების ინტეგრაცია, მძლავრი, კარგი ადამიანი – დანადგარის ინტერფეისი, მარტივი ოპერაცია. შვეიცარიული ბრენდის მაღალი ხარისხის Ray Tools ბრენდის ბოჭკოვანი ლაზერის მოჭრილი ხელმძღვანელის შერჩევა, ასევე თავდადებული capacitive sensing, მაღალი სიზუსტის სენსორი, საპასუხო, ყველაზე სტაბილური და საიმედო.
საკონტროლო სისტემები; კომპიუტერის მიერ კონტროლირებადი ელექტრო მაგიდის თარგმნის გამოყენება არის სამუშაო ნაწილის მოჭრა და ა.შ. ჭრა შეიძლება გაკეთდეს ნებისმიერ გრაფიკულ რედაქტორსა და სპორტულ სიბრტყეში.
მანქანების ძირითადი ნაწილები იღებს ევროპას, იაპონიასა და ტაივანის ცნობილ ბრენდს, მისი ჩინეთის ფასი, მაგრამ ევროპული აპარატის ხარისხი.
2, მანქანა მთავარი ტექნიკური უპირატესობა
2.1 აპარატურა
ეს აპარატი საწვავის დიზაინით, აპარატის შედუღებული სტრუქტურით, თუჯის ალუმინისგან აგებული სხივების დამუშავების შემდეგ, და შემდეგ უხეში, დამთავრებული, შეიძლება მთლიანად აღმოფხვრას სტრესის შედუღება და დამუშავება, სიმტკიცე, სიზუსტე მაღალი, შეიძლება შენარჩუნდეს გრძელვადიანი გამოყენება მინიმუმ 20 წლები არ შეცვლილა.
მანქანა სხივის გასასვლელი ალუმინის საერთო ჩამოსხმის ნაწილებით, რომელთა საშუალებითაც შესაძლებელია წონის სხივების შემცირება, კარგი სტაბილურობის უზრუნველსაყოფად, მაღალსიჩქარიანი ოპერაცია შეიძლება აკმაყოფილებდეს მანქანას.
4 ტონის მასივი მანქანა, ცვლადი ანალიზის ტექნიკა სტრუქტურული დინამიური დიზაინის პრინციპის გამოყენებით და დამუშავებული სასრული ელემენტის მეთოდით შექმნილია ბაზის ბრწყინვალება, აქვს შესანიშნავი სტატიკური და დინამიური შესრულება.
| ტექნიკური პარამეტრები | |||
| სართულის ფართობი | დაახლოებით 4650 * 2520 მმ (დატვირთვისა და გადმოტვირთვის არეალის გამოკლებით) | ||
| ნებადართულია მასალა მაქსიმალური ჭრის ფართობი | 1500 * 3000 მმ | ||
| მანქანა მთლიანი წონა | 4000 კგ | ||
| ელექტრომომარაგების მოთხოვნები | 380V / 50Hz | სულ ძალა | 20 კვტ |
| გარემოსდაცვითი მოთხოვნები | ტემპერატურის დიაპაზონი: 10-35 ºC ტენიანობის დიაპაზონი: 40-85% ზღვის დონიდან 1 000 მეტრზე, გარემოს ათვისებადი, ასაფეთქებელი, მაგნიტური, ძლიერი მიწისძვრების გარემოში გამოყენება | ||
| აღჭურვილობის მოძრავი სისტემის პარამეტრები | |||
| ჭრის სიჩქარე, აჩქარება | 0-50 მ / წთ 0-3000 მმ / ს 2 | ||
| საჰაერო გზის სიჩქარე, აჩქარება | 0-50 მ / წთ | ||
| პოზიციონირების სიზუსტე | <0.03 მმ / მ | ||
| წამყვანი სისტემა | მიიღე იაპონური YASKAWA სერვოძრავა | ||
| გადაცემა | ყველა იყენებს მაღალი სიზუსტით ვერტიკალურ თაროს და პინიონს | ||
| უკუკავშირის და ტრანსპორტის კონტროლის სისტემები | მიძღვნილი ტრანსპორტისა და კონტროლის სისტემა | ||
| სავენტილაციო სისტემა | ფიქსირდება ქვედა ვენტილაცია | ||
| სამუშაო მაგიდის ტიპი | Rack Workbench | ||
| სქემისა და დაცვის სისტემა | სტანდარტული დიზაინი | ||
ჩვენი fibe ლაზერული ჭრის მანქანა მთავარი ლაზერული ჭრის ფუნქციები
| არა. | ფუნქცია | აღწერა |
| 1 | სიმაღლეზე მიმდევრობა | ლამპარი გადაადგილეთ მაღლა და ქვევით, ფირფიტის სიმაღლის მიხედვით |
| 2 | დენის კონტროლი | ლაზერული ენერგიის კონტროლი ფერდობის მიხედვით |
| 3 | უკუ ფუნქცია | უკუ ასრულებს NC პროგრამის შესრულებას |
| 4 | დაბრუნების წერტილი | აღდგენის შემდეგ მნიშვნელოვან წერტილში დაბრუნება |
| 5 | მრავალ პირსინგი | პულსი, აფეთქება, მიმდინარეობა, მაღალი სიჩქარე |
| 6 | ტყვიის ხაზი | დააყენეთ ტყვიის ხაზის პარამეტრი |
| 7 | ავტო Edge-Finding | ავტომატურად იპოვეთ ჭრის კოორდინატი |
| 8 | ლეაპფორგის ფუნქცია | ლეპფორგი ჭრის ეფექტურობის გასაუმჯობესებლად |
| 9 | საერთო ხაზი | ჭრილობის ეფექტურობის გასაუმჯობესებლად საერთო ხაზი |
| 10 | მარკირების ფუნქცია | მონიშნეთ ნებისმიერი ფორმა ფირფიტაზე |
ლაზერული ჭრის სისქე და მითითების სიჩქარე (ლაზერული ენერგიის 800 ვ – ზე, სხვა ლაზერული ენერგიის საფუძველზე მონაცემები მცირე განსხვავება იქნება)
| მასალა | სისქე (მმ) | ჭრის რეკომენდაციას სიჩქარე (მმ / წთ) | ჭრის მაქსიმალური სიჩქარე (მმ / წთ) | სიმძლავრე (W) | გაზის ჭრა | გაზის წნევა (kPa) | ფოკუსირება (მმ) | საქშენებიანი მოდელი | დეფოკუსირება (მმ) |
| სს | 1 | 10000 | 12000 | 700 | N2 | 8 | 0 | 1.5 | 0.7 |
| სს | 1.5 | 5000 | 5500 | 700 | N2 | 8 | 0.7 | ||
| სს | 2 | 2500 | 3000 | 700 | N2 | 9 | -1 | 1.5 | 0.7 |
| სს | 3 | 1500 | 1800 | 700 | N2 | 9 | -2 | 2 | 0.7 |
| სს | 4 | 1200 | 1400 | 700 | N2 | 9 | -2 | 2 | 0.7 |
| სს | 5 | 600 | 680 | 700 | N2 | 10 | -3 | 2 | 0.7 |
| ᲥᲐᲚᲑᲐᲢᲝᲜᲘ | 0.5 | 9000 | 10000 | 700 | O2 | 1 | 2 | 1.2 | 0.7 |
| ᲥᲐᲚᲑᲐᲢᲝᲜᲘ | 1 | 8000 | 9000 | 700 | O2 | 1 | 2 | 1.2 | 0.7 |
| ᲥᲐᲚᲑᲐᲢᲝᲜᲘ | 1.5 | 6200 | 7000 | 700 | O2 | 1.4 | 2 | 1.2 | 0.7 |
| ᲥᲐᲚᲑᲐᲢᲝᲜᲘ | 2 | 3500 | 4000 | 700 | O2 | 1.4 | 2 | 1.2 | 0.7 |
| ᲥᲐᲚᲑᲐᲢᲝᲜᲘ | 3 | 3000 | 3600 | 700 | O2 | 1.2 | 2 | 1.2 | 0.7 |
| ᲥᲐᲚᲑᲐᲢᲝᲜᲘ | 4 | 1800 | 2000 | 700 | O2 | 1.2 | 2 | 1.2 | 0.7 |
| ᲥᲐᲚᲑᲐᲢᲝᲜᲘ | 5 | 1500 | 1800 | 700 | O2 | 0.6 | 2 | 1.2 | 0.7 |
| ᲥᲐᲚᲑᲐᲢᲝᲜᲘ | 6 | 1100 | 1200 | 700 | O2 | 0.8 | 2 | 1.5 | 0.7 |
| ᲥᲐᲚᲑᲐᲢᲝᲜᲘ | 8 | 900 | 1000 | 700 | O2 | 0.6 | 2 | 1.5 | 0.7 |
| ᲥᲐᲚᲑᲐᲢᲝᲜᲘ | 10 | 700 | 800 | 700 | O2 | 0.7 | 2.5 | 1.5 | 0.7 |
მანქანა უხეში მოხმარების ხარჯები (ლაზერული ენერგიის 800 ვ მანქანაზე დაყრდნობით, მონაცემების სხვა ლაზერული სიმძლავრით იქნება მცირე განსხვავება)
A> მთლიანი ენერგიის მოხმარება
| მანქანა ნაწილი | Ძალა (კვტ) | Ენერგომოხმარება (კვტ / საათი) | შენიშვნა |
| ლაზერის გენერატორი | 5.8 | <= 21 | იმის გამო, რომ ელექტროენერგიის ფასი განსხვავებულია ყველა ქვეყანაში, ასე რომ მე მხოლოდ ელექტროენერგიის მოხმარება შემიძლია, ვერ მივცემდი საერთო ფასის ღირებულებას |
| CNC ცხრილი | 5.8 | ||
| გაგრილების განყოფილება | 5 | ||
| ექსტრაქციის ფილტრი | 4.4 |
ბ> გაზის მოხმარება
| გაზი | მოხმარება (წუთი / ბოთლი) | შენიშვნა | შენიშვნა |
| O2 | 60 | გამოითვლება საფუძველზე 1 მმ MS ფირფიტა | იმის გამო, რომ გაზის ფასი ყველა ქვეყანაში განსხვავებულია, ამიტომ მხოლოდ გაზის მოხმარება შემიძლია, ვერ მივცემდი მთლიანი ფასის ღირებულებას |
| N2 | 15 | გამოითვლება საფუძველზე 1 მმ SS ფირფიტა |
გ> სახარჯო ნაწილები
| სახარჯო მასალები | ცხოვრება (საათი) | Ერთეულის ფასი (აშშ დოლარი / ცალი) | Საერთო ღირებულება (აშშ დოლარი / საათი) | შენიშვნა |
| დამცავი სარკე | > = 240 | 43 | 0.18 | თუ სამუშაო გარემო კარგია, მაშინ სახარჯო მასალები ცხოვრება უფრო გრძელი იქნება |
| ცხვირი | > = 600 | 21.4 | 0.04 | |
| კერამიკული ბეჭედი | > = 1500 | 108 | 0.07 | |
| სულ | 0.29 აშშ დოლარი / საათში | |||
მთლიანი მოხმარება
| ნივთი | Ძალა მოხმარება | გაზის მოხმარება (აშშ დოლარი / საათი) | სახარჯო მასალები | შენიშვნა |
| O2 | <= 21 კვტ / სთ | 60 (წუთი / ბოთლი) | 0.29 აშშ დოლარი / საათში | გამოითვლება 1 მმ MS ფირფიტაზე დაყრდნობით |
| N2 | <= 21 კვტ / სთ | 15 (წუთი / ბოთლი) | 0.29 აშშ დოლარი / საათში | გამოითვლება 1 მმ SS ფირფიტაზე დაყრდნობით |
ლაზერული ჭრის პროგრამული უზრუნველყოფა (ავტომატური ბუდე პროგრამული უზრუნველყოფა) დანერგვა
"ლაზერული ჭრის დიზაინის პროგრამა" დაყენებულია ბრტყელი ჭრის დიზაინის პროგრამული უზრუნველყოფისთვის, რომლის მთავარი მიზანია სურათის დამუშავების, პარამეტრების პარამეტრების, პერსონალური ჭრის პროცესის რედაქტორის მიწოდება, სიმულაცია და დასაქმებული დახარისხება და დამუშავება.
იგი მხარს უჭერს მონაცემთა შეყვანის შემდეგ რეჟიმს
6.1) DXF, PLT და სხვა გრაფიკული მონაცემთა ფორმატის დროული მხარდაჭერის შემდეგ მიიღო საერთაშორისო სტანდარტის G კოდი მატერ კამ, Type3, Wentai პროგრამულმა DXF იმპორტის გრაფიკმა, ტექსტში აღწერილია AutoCAD– ის პირდაპირი მოპოვების სისტემა, გადაცემული გრაფიკული გამოსახულების მონაცემები, შეგიძლიათ შეცვალოთ განლაგება (მაგალითად, მასშტაბური მასშტაბის, იმპორტირებული მონაცემების როტაცია, გასწორება, კოპირება, შერწყმა, გლუვი და შერწყმა ოპერაცია) ავტომატურად შეამოწმოს კანონიერება, მაგალითად: დახურული, გადახურვა, თვითწებვადი, გრაფიკის ამოცნობას შორის მანძილი, ჭრის ტიპი (ქალი დაჭრილი, იანგ დაჭრილი) ) და საგარეო ურთიერთობები, ჩარევა ურთიერთობა, ჭრის ნიმუშების დანერგვის ავტომატური გაანგარიშება, ექსპორტის ხაზი.
6.2) საჭიროების შესაბამისად, პროცესი თავისუფლად შეიძლება შეიცვალოს საწყისი პოზიცია და გრაფიკული დამუშავების მიმართულება, ხოლო სისტემა დინამიურად შეცვალოს ტყვიის პოზიციის შემოღება, ფაილის იმპორტი ყოველთვის ავტომატურად ახდენს დამუშავების თანმიმდევრობის ოპტიმიზაციას, მაგრამ ასევე შესაძლებელია ხელით მორგება, რათა შემცირდეს დამუშავების დრო და დამუშავების ეფექტურობის გაუმჯობესება, შეარჩიეთ გრაფიკული გამომავალი, ადგილობრივი მხარის დამუშავების ნებისმიერ ადგილას მხარდაჭერა, განსაკუთრებით სასარგებლო საკვების მისაღებად, მაშინ როდესაც თქვენ შეგიძლიათ გამოიყენოთ მოსავლის ფუნქცია, გრაფიკული დამუშავება ადგილობრივად უნიკალური გამშვები პუნქტით, პროცესს შეუძლია წინ წახვიდეთ ტრასაზე, გადახვევას, მოქნილობას. თითოეული პროცესის შემთხვევა, გრაფიკული დამუშავების მიხედვით, ნედლეულის ზომა, ავტომატური ბუდე
მსგავსი პროდუქტები
 ლითონის ლაზერული ჭრის / ლაზერული ჭრის აპარატის ფასი / ფოლადის ლაზერული ჭრის მანქანა
ლითონის ლაზერული ჭრის / ლაზერული ჭრის აპარატის ფასი / ფოლადის ლაზერული ჭრის მანქანა Accurl Smartline 3015 სერიის ბოჭკოვანი ლაზერული საჭრელი დანადგარი
Accurl Smartline 3015 სერიის ბოჭკოვანი ლაზერული საჭრელი დანადგარი 500w1000w 2000w 3000w ბოჭკოვანი ლაზერული ჭრის აპარატის ფასი აშშ-ში
500w1000w 2000w 3000w ბოჭკოვანი ლაზერული ჭრის აპარატის ფასი აშშ-ში 1000w cnc 3015 ბოჭკოვანი ლაზერული დანადგარი უჟანგავი ფოლადის რბილი ფოლადის ალუმინის საუკეთესო ფასად
1000w cnc 3015 ბოჭკოვანი ლაზერული დანადგარი უჟანგავი ფოლადის რბილი ფოლადის ალუმინის საუკეთესო ფასად ბოჭკოვანი ლაზერის საჭრელი დანადგარის ფასი 2018 წლის კანტონის ბაზრობაზე
ბოჭკოვანი ლაზერის საჭრელი დანადგარის ფასი 2018 წლის კანტონის ბაზრობაზე პროგრამირებადი პლაზმური ლაზერული საჭრელი პლაზმური cnc საჭრელი მანქანა maxpro 200-ით
პროგრამირებადი პლაზმური ლაზერული საჭრელი პლაზმური cnc საჭრელი მანქანა maxpro 200-ით ბოჭკოვანი ლაზერული საჭრელი დანადგარი სპილენძისა და ალუმინის მასალების ჭრის
ბოჭკოვანი ლაზერული საჭრელი დანადგარი სპილენძისა და ალუმინის მასალების ჭრის 500w 1000w ფურცელი ლითონის მილის ბოჭკოვანი ლაზერული ჭრის მანქანა იყიდება
500w 1000w ფურცელი ლითონის მილის ბოჭკოვანი ლაზერული ჭრის მანქანა იყიდება 2018 წლის უახლესი პლაზმური gantry cnc საჭრელი დანადგარი gantry პლაზმური საჭრელის მწარმოებლის ფასი
2018 წლის უახლესი პლაზმური gantry cnc საჭრელი დანადგარი gantry პლაზმური საჭრელის მწარმოებლის ფასი 420mpa 3-ღერძიანი სუფთა წყლით ჭრის მანქანა ქაფის, ტყავის, პლასტმასის ფილმისთვის
420mpa 3-ღერძიანი სუფთა წყლით ჭრის მანქანა ქაფის, ტყავის, პლასტმასის ფილმისთვის